


This final installment in this 5-article series about the Heath Company takes a retrospective look at why the company succeeded in the amateur radio kit market. This article series is based on a presentation by Chas Gilmore, who worked at the Heath Company for more than two decades, eventually becoming EVP and General Manager.
Chas Gilmore: What made Heath such a success? Certainly, for the first couple of decades of its life, the savings realized through kit building were very important. There was a tremendous interest in electronics. Heath started its kit business at the end of World War II, and electronics had played a key role in the war. Many, many GIs came out of the war having been trained in electronics. They were very interested in it, and they provided a ready customer base for low-cost electronic products.
Heath’s product development process was extremely important. One of the key sales features was, “We will not let you fail.” That was a very fundamental philosophy that guided kit design – and really the whole company. The kits were accompanied by instructions that made sure you had success when you finished building the kit, which might include troubleshooting a problem that you built into the kit when you were assembling it. Kit design was geared toward making sure that you were successful.
We had a big customer service and technical correspondence department to support customers. Again, in the early years, you had many GIs from both World War II and then Korea, who had been trained in or exposed to electronics. The kits did save money, because the cost of electronic products in that time frame typically consisted of 50 percent parts and 50 percent labor. Most of the labor was eliminated in a kit, so you often got 80 percent of the functionality and specifications at a much better price, typically saving 30 to 50 percent over the equivalent, commercially built unit. And remember, in the 1950s, even into the 1960s, electronic products were not all that common. You needed quite a bit of knowledge to operate them, and certainly to build them.
The other thing is, earlier electronic products, especially the ones based on vacuum tubes, were not all that reliable. So, there was a great built-in market for service equipment. It was very much Dad’s world. Our customer base was 95+ percent male.
Heath’s company culture was a very important factor. Everybody was a techie and a kit builder. And, when I say everybody, that was from the president to the janitor. We were just all enamored with building kits. Heathkits were successful with technical and non-technical people because there’s a real sense of satisfaction in kit building and a fascination with electronics.
The product development organization consisted of the Product Line Managers PLMs), dedicated engineering groups, and a very capable Manual Department that wrote the assembly manuals. The Manual Department was the same size as the Design Engineering department. A huge part of the project development process was the product proofing process, which took us through testing the assembly instructions to ensure a successful build. There was tremendous attention to detail in the manuals.
In the Marketing Department, there was a PLM for each major product line: Audio, Education, General, Amateur Radio, Instruments, and TV. The PLM was the product advocate in the company, responsible for the product from birth to death. The PLM proposed the product, managed its active life, and then proposed its obsolescence. The PLM defined the product with a lot of help from all kinds of people, drawing heavily from engineering, but the PLM defined the product, the market, the functionality, the features, the specs, and the pricing. The Executive Product Development Committee approved the kit development based on a pitch from the Product Line Manager.
Over time, we improved each one of the development phases. There were engineering groups for each of the major technologies. Typically, a group consisted of ten to fifteen engineers, technicians, and a Chief Engineer (an engineering section manager) over each group. We had engineering groups for Audio, Amateur Radio, Education, General Instrumentation, and Television.
Steve Leibson: Eventually you had to add a computer group, right?
Chas Gilmore: We did. And the computer group grew out of a cannibalized instrumentation group. We had, at the time, two instrumentation groups. Initially, one of the instrumentation groups was tasked with the design of the H-8 computer, which was assigned to an engineer. While developing that product, we suddenly said, “You know what? We need a terminal. We also need a paper-tape reader/punch. We need a printer, etcetera.” By the time we introduced the H-8 computer, that group had nearly ten engineers, all assigned to development of computers and computer accessories.
The Manual Department, again, was a huge part of the kit’s success. That department was the same size as the Design Engineering department, and typically the number of hours required to produce the manual equaled the time needed to design the product. If you had a product that took 1,200 engineering hours to design, it was probably going to take 1,200 hours from the Manual Department. Half of the people in that department consisted of manual writers and half were Illustrators.
Line drawing illustrations are always better than photographs. The image below shows an illustration from a Heathkit manual. At that time, there was nothing digital about the creation of these illustrations. They were all created on big drafting boards and were very carefully done, usually inked, drawings. In the upper left-hand corner of the image below is a picture of the inside of a particular product, and the lower right-hand side of the image shows what the illustration could do. You notice that the front panel has been tipped out in the illustration so that you can really see the wiring between the tube socket and the potentiometer and where the various components are being placed. So, a great deal of capability was built into those drawings, which made it so much better than just having a photograph.

Heath used illustrations in its kit-building manuals because they more clearly showed part and component placement, and wire routing. Image credit: Chas Gilmore, Chuck Penson, and Terry Perdue
Steve Leibson: I have a short story there. This point was recently brought up to me. I have a friend here in St George. He’s also a Ham, and he convinced me to buy a CNC kit. This is a small CNC machine that’s about a foot and a half square. My friend bought one too, and he commented about the assembly manual, saying, “They just have photographs, and it’s very hard to see from the photographs how to assemble this kit.”
Chas Gilmore: Yes, absolutely. Oh, and the amount of work that went into those drawings is phenomenal. Numerous people kept saying, “Oh, you can save all kinds of money. Just go to photographs.”
Steve Leibson: Yeah.
Chas Gilmore: We would lose all the advantages of having a good line drawing. It’s uncluttered compared to a photograph.
Steve Leibson: Right.
Chas Gilmore: Just one other thing, briefly, about the other success factors. We had a Component Engineering group that approved samples of any parts to be purchased for production. We required a minimum of six samples for each new part. So, when an engineer said, “Oh, I want to use this particular potentiometer, I want to use this capacitor, etc.,” vendors had to submit samples, and the Component Engineering department really went over those parts in detail. Every time the purchasing department said, “Hey, we found another source,” the response was, “Fine. Bring it through Component Engineering and get it wrung out.” And they tested heavily to make sure that it was going to work in a kit, which meant high reliability in production. We also did rigorous incoming quality assurance. Parts were inspected to Military Standard 104D, which is a rigorous inspection scheme.
Parts were very carefully packaged in separate envelopes. To make sure that the hardware count was correct, we weighed each of the packages of hardware to make sure that you had exactly the right number of lock washers, screws, nuts, etc. They were weighed to significant precision and resolution, because being one piece short is a problem, of course, but one extra piece is also a problem. If the kit builder finishes the kit and has extra parts, he’ll say, “I’ve got an extra lock washer. Where did I make a mistake?” Well, if that mistake was on the part of Heath Company, because we put one extra part in there, we caused the customer a lot of pain.
There were rigorous techniques developed to make sure that all the parts counts were correct. There were regular audits. Every so often, we pulled a kit off the line and built it, just to make sure nothing had changed.
Heath had a great deal of vertical manufacturing. For years, we made all our own sheet metal parts. We had our own paint shop. We had our own silk-screening area. We bought large sheets of corrugated cardboard and built our own boxes. So, it was a very vertically structured manufacturing operation.

Heath had its own parts fabrication facilities, including this paint shop. Image credit: Chas Gilmore, Chuck Penson, and Terry Perdue
Steve Leibson: So, seeing the picture of the paint shop prompts me to ask you a question that I’ve had for decades. I built several of the Heathkit instruments from the 1960s, from what I call the beige era, with beautiful beige and black knobs. The sheet metal on those instruments was coated with some sort of suede-like material that, over a period of 30 or 40 years, started to decay. I always wondered what that soft touch stuff was.
Chas Gilmore: It was a special paint. I don’t remember much about the formulation of it, but yes, it did have a habit of decaying, and it also had a habit of getting dirty.
Steve Leibson: Yes.
Chas Gilmore: That line was introduced by the PLM before me. When I took over as Instrument PLM, we went to the blue-and-white color scheme with black trim because we were beginning to experience problems with the beige paint.
The product development process had several phases. Engineering completed a feasibility study during Phase 1. Then we did the detailed design in Phase 2. In Phase 3, the engineer completed two working prototypes. Engineering then assembled five more sets of parts, which were transferred to the Manual Department along with the two working prototypes. The engineer provided a circuit description and a schematic.
After the five sets of parts were transferred to the Manual Department, a manual was written and illustrated. This task consumed at least two of the sets of parts. The design engineer, the chief engineer, and the PLM then built three “pre-proof” units, consuming three of those five sets of parts. The design engineer then rigorously tested those units to make sure they met the product requirements. Evaluation Engineering assumed this role after the 1970s.
The Manual Department made edits to produce the final manual. A markup of a manual appears in the image below. This manual is from a power supply kit pre-proof build. The image shows what a proof-build or a pre-proof manual would look like by the time one got done building the kit. This image shows the parts count, where you went through and made sure you had all the parts, and if you understood what each part was.

During the Heathkit pre-proof process, a manual would be marked up to confirm that the number of components needed for the kit matched the manual. Image credit: Chas Gilmore, Chuck Penson, and Terry Perdue
One of the things we also did when proofing a manual is we logged all the time we took and how many inches of solder we used. When we finished building the kit, we knew about how much solder to include with the production kits.
Further in the development process, we’d do a pilot run of 25 to 30 units. Heath employees were selected to assemble the proof builds. Of those “proof builders,” one builder was a novice, that is, they had not built a kit before. Fortunately, we were hiring a lot of new people and growing, otherwise we would have run out of people who had not built a kit. One of the proof builders would be a very experienced kit builder – someone who had built at least ten kits. Typically, none of the people who did a pre-proof assembly would do a proof build, making sure you had a fresh set of eyes.
Proof builds were sent home with the proof builders. They were not built at work. Nor were the pre-proofs. You built them at home during evenings and weekends, usually down in your basement or in your workshop. You built it the way the customer would do it. You didn’t use any fancy equipment. You didn’t do alignment with an oscilloscope, for example, when no oscilloscope was called for in the manual. You built it exactly the way the customer would have. When the proof builds were complete, Evaluation Engineering, or originally the design engineer, reviewed every one of the 25 units to make sure they met specs, functionality, etc.
The manual review was done by all the proof builders. We got all 25 of them, plus a few other people, in a conference room for one, two, or three days, depending on the size of the kit. We reviewed the manual markups page by page to make sure that all the comments were understood. The manual writer led that effort. If there were too many errors in the proof builds, then we did a post-proof build. So, we had a very, very thorough proofing of the manual to make sure that the kit was bulletproof.
Just some interesting factoids about Heath: customers were about 95 percent male, and about 40 percent of them were technical people. It was mainly a mail order business until the mid-1960s. By the 1970s, it was 50/50 mail order and retail. We had about 70 of our own Heath retail stores. Heath did so much mail order business that we had our own Zip code for the plant, just to manage the mail. There was a hot sheet that went around to management every day with key facts about the business, so you knew where things stood. One of the principal numbers on that report was how many pounds of mail were coming through the door, and how that weight compared to the previous year.
From the late 1940s thru the early 1990s, Heath produced over 300 kits related to ham radio.
We opened our first store in 1962, and, by the late 1970s, we had more than 50 stores. In fact, my memory is that we got up around 76 stores.
The plant in St. Joseph, Michigan, which started out as that cute “H,” was filled in seven times, expanding it from 150,000 to 550,000 square feet. We had active subsidiaries in Canada, England, Germany, and France.
In 1991, when I was the general manager, we had to physically separate from Zenith Data Systems (ZDS). Heath and ZDS were very integrated, and it became difficult to tell who worked for ZDS versus Heath. You could walk down the hall and run into somebody, and you didn’t know whether they were working for Heath or ZDS. So, we separated and moved Heath into a refurbished 90,000-square-foot former K-mart building in Benton Harbor. That became strictly the Heath business. We were indeed, and advertised ourselves as, the world’s largest manufacturer of electronic products in kit form. In the late 1970s, Heath sales were equivalent to about $400 million today.
We learned that 90 percent of all service problems came from a soldering problem of one kind or another. There is an interesting illustration from a Heathkit manual that shows a proper solder joint, lousy solder joints. It appears below. A lot of lousy, lousy soldering came into the service department.
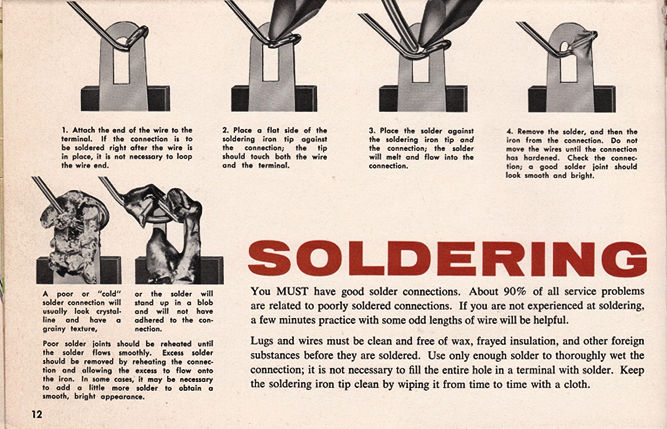
Teaching customers how to solder correctly was a major factor in Heath’s success. Image credit: Chas Gilmore, Chuck Penson, and Terry Perdue
Here are some good Heath references. Chuck Penson (WA7ZZE) has written several excellent books about Heath products, including a guide to the Heath amateur radio products (see below). It’s a big, fat book, in its third edition, that lists every amateur radio product that Heath ever produced. It’s amazing. He also wrote books about Heath test equipment and audio equipment.
Terry Perdue (K8TP) was a Heath engineer. He designed the Intellirotor, among many other products. His book is titled “Heath Nostalgia,” and it’s about the early years of Heathkit. I think the book is now out of print, but you may be able to get one from Terry. (More information below.)
There are good Heathkit groups on Facebook and LinkedIn. I track a couple of them, and there are several Websites dedicated to one part or another of Heath’s businesses.
Chas Gilmore (W8IAI) has given his full presentation about Heath’s kits and the company’s other contributions to amateur radio to several Ham groups and clubs. If your organization is within a reasonable travel distance from Akron, Ohio and you’re interested in a live presentation, you can contact him at cgilmore@groupgilmore.com.
Chuck Penson (WA7ZZE) self-published a massive, well-illustrated, encyclopedic book titled “Heathkit, A Guide to the Amateur Radio Products” in 2021. Many of the photos in this article series and some details came from Penson’s book. The book is now out of print after three editions. However, Penson is considering another printing. If you are interested in a copy of this book, you can contact Penson at wa7zze@gmail.com.
Terry Perdue (K8TP) was a design engineer at the Heath Company from 1973 to 1991. Among other products, he designed the Heath Intellirotor, a computerized controller used for pointing Ham antennas. In 1992, Perdue self-published a book titled “Heath Nostalgia,” which is now out of print. He also published a CD of photos titled “Heathkit – The Early Years,” which was also out of print. However, Perdue is offering the $15 CD to EEJournal readers. The CD includes JPG page scans of Perdue’s book, “Heath Nostalgia,” and about 900 high-resolution photos of the Heathkit plant, catalogs, fliers, in-house publications, newspaper clippings, selected product photos (mostly vintage Ham products), and a 30-minute audio file of Heath’s first Director of Engineering Gene Fiebich’s memories, which include how he came to join Heath and events he attended, including trade shows, Heath’s Christmas parties and picnics, etc. Contact Perdue at k8tp@comcast.net for more information.
References
Chas Gilmore, “Heathkit and Ham Radio, 2024 Edition,” PowerPoint presentation
Chuck Penson, “Heathkit: A Guide to the Amateur Radio Products,” self published, 2021
Terry Perdue, “Heath Nostalgia,” self published, 1992
Read all five articles in the “H is for Heathkits and Hams” series:
“H” is for Heathkits and Hams: Part 1 – Early Days through the 1950s
“H” is for Heathkits and Hams: Part 2 – The 1960s
“H” is for Heathkits and Hams: Part 3 – The 1970s
“H” is for Heathkits and Hams: Part 4 – The 1980s, 1990s, and the end
“H” is for Heathkits and Hams: Part 5 – Reasons for Heath’s Success in Amateur Radio
EEJournal’s original Heathkit history series:
The Rise and Fall of Heathkit – Part 1: Early Days
The Rise and Fall of Heathkit – Part 2: The 1960s through the mid-1970s
The Rise and Fall of Heathkit – Part 3: The Microcomputer Kit Era
The Rise and Fall of Heathkit – Part 4: The Demise of Heathkit
The Rise and Fall of Heathkit – Part 5: Final Thoughts
The Rise and Fall of Heathkit – Part 6: And Yet More Final Thoughts



Great series, thank you!
Some of the best manuals I’ve seen recently come from LEGO – just ask my four year old grandson! Wonderful drawings (no photos), carefully guided construction, quality parts and consistent process from project to project.
Thanks jackrubin. It’s been a minute since I built Legos with my daughter and she never got into them, but I’m sure you’re right. There’s a special talent for designing instructions and manuals for kids and Lego seems to have the right mindset because they’re devoted to this young audience. Meanwhile, adults benefit from the clarity as well.